-
如果您正在寻找相关产品或有其他任何问题,可随时拨打我公司销售热线,或点击右方按钮在线咨询报价!
全国统一销售热线:18836269550
 在线咨询报价
在线咨询报价
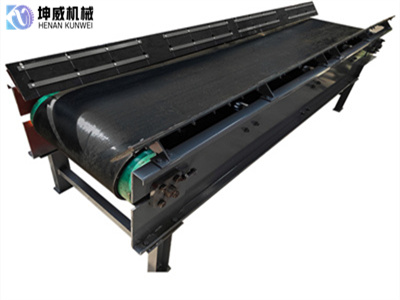
皮带输送机是矿山、冶金、电力、化工、环保、建材等行业必不可少的物料输送设备,具有成本低,能连续运转,环境适应性强、输送量大、自动化程度高、控制方便等优点,具有不可替代的作用。
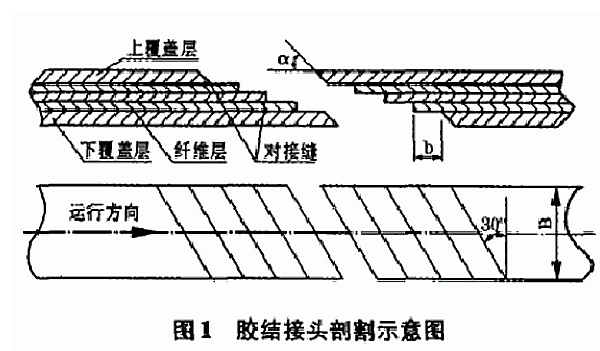
 皮带输送机的皮带的连接方法通常有热硫化连接、钢板螺栓连接 、冷胶粘结等方法。下面介绍下冷胶粘结的方法。
皮带输送机的皮带的连接方法通常有热硫化连接、钢板螺栓连接 、冷胶粘结等方法。下面介绍下冷胶粘结的方法。
1、施工前准备工作
(1)工具准备。用角钢制作两付比胶带宽200~300mm的卡具,直径为459.3的钢丝绳2根,共约16~20m;5t手拉葫芦一付;剪刀、割刀、橡皮锤或木锤、毛涮各1把;手提式砂轮机1台;1块木板或钢板;1kw碘钨灯1盏;活动扳手、胡桃钳各1把;M16螺栓4套。
(2)人员组合及技术准备。至少2人,最好3人;施工前做好内部施工工艺详细技术交底,使每一个人都能掌握工艺理论,同时做好内部的劳动分工。
(3)材料准备。粘合剂,注意使用时需配用固化剂。
(4)胶带的外观质量检验。外观尺寸检测,判定胶带是否符合设计、使用要求,表面是否有剥落、划伤、断裂、碳化痕迹等缺陷。
2、工艺步骤
(1)把尾部螺旋拉紧装置或垂直拉紧装置调到最小行程,至少要小于整个行程的1/3。
(2)用预制好的卡具卡住胶带的两端,在每付卡具的两端挂钢丝绳,再用5t手拉葫芦挂接两段绳,拉紧葫芦,直至输送带在两托辊间的垂度小于或等于托辊间距的2.5%。在准备好的木板或钢板上,将胶带两端搭在一起,测量并确定部割位置。搭接长度为L=(n-1)xb,其中n为纤维数,B为胶带宽度,b为阶梯宽度,B<500mm,则b=150mm;B=500~1000m;则b=200mm;B=1000~1600mm则6=250mm。将胶带割剥成斜阶梯状,每一纤维层成一阶梯,上下覆盖面各带一纤维层,阶梯宽度b一般不小于150mm,阶梯与胶带轴线成60°夹角。将带头平铺在板上,先按放样线(与横截面成30°)割对接缝,剥割表面要平整,要割透但不能损伤下面一层。用割刀剥出剥离头,再剪成约50mm宽,用胡桃钳夹紧剥离头用力撕剥剥离层成长带状,按此方法一层一层剥离。划剥对接缝要用钢板直尺紧靠胶带,划缝要直,割刀与胶带轴向夹角为30°~45°,根据撕剥时用力大小情况判断胶带与纤维层粘附力能否达到要求。
 (3)将上下覆盖胶层剥割表面打毛、成型,打磨干净纤维层上粘附的橡胶,打毛对接处纤维头,用剪刀剪除零散的纤维丝线。打磨时既要确保打磨干净,又不致干磨损纤维层。检验纤维层强度,若很容易被打磨破损,说明纤维层质量有问题。
(3)将上下覆盖胶层剥割表面打毛、成型,打磨干净纤维层上粘附的橡胶,打毛对接处纤维头,用剪刀剪除零散的纤维丝线。打磨时既要确保打磨干净,又不致干磨损纤维层。检验纤维层强度,若很容易被打磨破损,说明纤维层质量有问题。
(4)烘烤。烘烤目的是去除纤维层含带的水份。手持碘钨灯挨排烘烤纤维层,碘钨灯宜距纤维层200mm左右,不停地移动灯以防灼伤胶层,损伤胶带,烘烤直至无水蒸汽逸出为止。
(5)上胶。烘烤完毕稍停片刻即可,用毛刷将胶浆均匀地涂涮在已预制好的接头纤维层和对接缝处,并用力搓动,使胶浆能渗入纤维层,以保证接头强度。
(6)胶接。在剥割打磨后未上胶之前,进行预搭接工作,并做好搭接定位标志,检验是否存在差错或不足之处,以便于及时修改。上完胶浆后稍等片刻,待胶面触摸基本不粘手后,再进行搭接。搭接时,由两人分别站在胶带两侧,把持胶浆层朝下的一端向另一端(平铺在板上)靠搭,注意胶带径向两侧错边量应基本相等,按事先做好的标志定位轻轻地合上覆盖层对接缝,边用力锤击边逐步合上整个接头,减少接合面内留存有空气,全部合上后,快速均匀地用力遍击整个接合面,以使接合紧密,锤击约15分钟左右即可。
最后,在外露的四周接缝处再涂上胶浆,24小时后胶带接头即可投入使用。
1、施工前准备工作
(1)工具准备。用角钢制作两付比胶带宽200~300mm的卡具,直径为459.3的钢丝绳2根,共约16~20m;5t手拉葫芦一付;剪刀、割刀、橡皮锤或木锤、毛涮各1把;手提式砂轮机1台;1块木板或钢板;1kw碘钨灯1盏;活动扳手、胡桃钳各1把;M16螺栓4套。
(2)人员组合及技术准备。至少2人,最好3人;施工前做好内部施工工艺详细技术交底,使每一个人都能掌握工艺理论,同时做好内部的劳动分工。
(3)材料准备。粘合剂,注意使用时需配用固化剂。
(4)胶带的外观质量检验。外观尺寸检测,判定胶带是否符合设计、使用要求,表面是否有剥落、划伤、断裂、碳化痕迹等缺陷。
2、工艺步骤
(1)把尾部螺旋拉紧装置或垂直拉紧装置调到最小行程,至少要小于整个行程的1/3。
(2)用预制好的卡具卡住胶带的两端,在每付卡具的两端挂钢丝绳,再用5t手拉葫芦挂接两段绳,拉紧葫芦,直至输送带在两托辊间的垂度小于或等于托辊间距的2.5%。在准备好的木板或钢板上,将胶带两端搭在一起,测量并确定部割位置。搭接长度为L=(n-1)xb,其中n为纤维数,B为胶带宽度,b为阶梯宽度,B<500mm,则b=150mm;B=500~1000m;则b=200mm;B=1000~1600mm则6=250mm。将胶带割剥成斜阶梯状,每一纤维层成一阶梯,上下覆盖面各带一纤维层,阶梯宽度b一般不小于150mm,阶梯与胶带轴线成60°夹角。将带头平铺在板上,先按放样线(与横截面成30°)割对接缝,剥割表面要平整,要割透但不能损伤下面一层。用割刀剥出剥离头,再剪成约50mm宽,用胡桃钳夹紧剥离头用力撕剥剥离层成长带状,按此方法一层一层剥离。划剥对接缝要用钢板直尺紧靠胶带,划缝要直,割刀与胶带轴向夹角为30°~45°,根据撕剥时用力大小情况判断胶带与纤维层粘附力能否达到要求。
(4)烘烤。烘烤目的是去除纤维层含带的水份。手持碘钨灯挨排烘烤纤维层,碘钨灯宜距纤维层200mm左右,不停地移动灯以防灼伤胶层,损伤胶带,烘烤直至无水蒸汽逸出为止。
(5)上胶。烘烤完毕稍停片刻即可,用毛刷将胶浆均匀地涂涮在已预制好的接头纤维层和对接缝处,并用力搓动,使胶浆能渗入纤维层,以保证接头强度。
(6)胶接。在剥割打磨后未上胶之前,进行预搭接工作,并做好搭接定位标志,检验是否存在差错或不足之处,以便于及时修改。上完胶浆后稍等片刻,待胶面触摸基本不粘手后,再进行搭接。搭接时,由两人分别站在胶带两侧,把持胶浆层朝下的一端向另一端(平铺在板上)靠搭,注意胶带径向两侧错边量应基本相等,按事先做好的标志定位轻轻地合上覆盖层对接缝,边用力锤击边逐步合上整个接头,减少接合面内留存有空气,全部合上后,快速均匀地用力遍击整个接合面,以使接合紧密,锤击约15分钟左右即可。
最后,在外露的四周接缝处再涂上胶浆,24小时后胶带接头即可投入使用。
以上就是坤威机械为大家整理《输送机皮带的冷胶粘结的工艺过程》的全部内容了,(以上内容仅供参考,具体情况需要具体分析,并不适用于所有现场。如有问题概不负责。)如果想了解更多关于输送机的知识,请拨打我们的电话进行联系吧
本文标题:输送机皮带的冷胶粘结的工艺过程
本文作者:河南坤威机械制造有限公司
 豫公网安备 41070302000341号
豫公网安备 41070302000341号



