-
如果您正在寻找相关产品或有其他任何问题,可随时拨打我公司销售热线,或点击右方按钮在线咨询报价!
全国统一销售热线:18836269550
 在线咨询报价
在线咨询报价
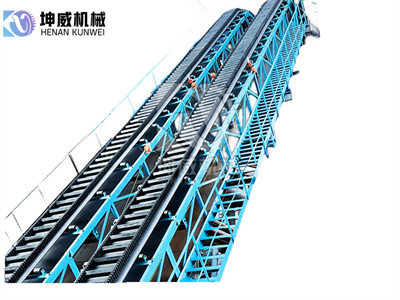
一、带式输送机的安装
1.安装前的准备工作
带式输送机安装前的主要准备工作包括以下几方面:
(1)根据输送机的安装线路和倾角在地面上定出安装中心线。
(2)根据验收规则进行验收。
(3)熟悉安装技术要求和输送机图纸要求。
(4)培训安装工作人员和输送机操作工。
(5)组装输送机。
(6)检查各个部件及其保护装置的动作可靠性。
(7)根据安装场地具体搬运条件(搬动工具、起重设备、现场巷道等),确定搬运的最大尺寸和重量。
(8)在拆卸任何较大部件前,应按照组件图上的编号打上标记和方向,以便于安装时就位。
(9)编制并贯彻安装安全技术措施。
2.安装步骤
输送机的安装顺序主要取决于现场的布置情况,一般是由内向外逐台安装。每台输送机的安装要根据机型和机道情况因地制宜,一般的安装顺序如下:
验收基础→给定中心线和标高点→安装机架(头架、中间架、尾架)→安装下托辊及改向滚筒→将输送带放在下托辊上→安装上托辊→安装张紧装置、传动滚筒和驱动装置→将输送带绕过头、尾滚筒→输送带接头→拉紧输送带→安装清扫器、逆止器和导料槽→安装电气控制及保护装置→空载试运行→验收。
3.安装要求及注意事项
(1)机头底座与电动机需安装固定在混凝土基础上。
(2)机头、机身和机尾的中心线必须保证成一条直线。
(3)机头与机尾各滚筒、铰接托辊的位置必须保证与输送机的中心线垂直。
(4)机尾必须固定在混凝土基础上,不允许有松动。
(5)钢架落地输送机机身支架两侧应基本水平,纵向连接钢管(纵梁)应尽量调整成直线分布形式,不可有较大的纵向弯曲,以防输送带跑偏。
(6)全部滚筒、托辊、驱动装置安装后应转动灵活。
(7)重型缓冲托辊安装时,应按照图纸要求保证弹簧的预紧力。
(8)输送带接头时,应将张紧滚筒放在最前方位置,并尽量拉紧输送带。输送带卡子接头应卡接牢固,卡子接头成直角;输送带硫化接头必须符合设备出厂技术文件的规定;输送带连接后应平直,在 10m 长度上的直线度为 20mm。
(9)安装调心托辊时,应使挡辊位于输送带运行方向上辊子的后方。
(10)弹簧清扫器、空段清扫器按照安装总图规定的位置进行焊接。弹簧清扫器与机架焊接时要保证压簧的工作行程有 20mm 以上,并使清扫器扫下来的物料落人漏斗,不同物料清扫的难度不同,应视具体情况调整压簧的松紧程度来改变刮板对输送带的压力,达到既能清扫黏着物又不致引起阻力过大的程度。刮板的清扫面与输送带接触,其长度不应小于 85%。
(11)回转式清扫刷子的轴线应与滚简平行,刷子应与输送带接触,其接触长度不应小于 90%。
(12)导料槽与输送带间压力应适当。
(13)安装驱动装置时,应注意电动机、减速器、联轴器的轴线同心。
(14)保护装置和制动装置必须现场模拟测试,保证灵敏、准确、可靠。
(15)可伸缩带式输送机拉紧装置应工作可靠。
(16)输送机的各个转动和活动部分,必须用安全罩加以防护。
二、带式输送机的试运行与调整
1.试运行前的检查与调整
(1)检查全部滚简胀圈螺栓,试运行前必须进行一次紧固,4小时空载试运行后再进行一次紧固。
(2)检查电控及保护装置空动作是否正常。
(3)检查全部驱动电动机旋转方向和电源电压是否正确。
(4)检查各减速器是否注油,油量是否适当。
(5)检查各部件轴承座是否注入润滑脂,必要时重新注入润滑脂。
(6)检查全部机械部件与钢结构架的连接螺栓以及各地脚螺栓是否紧固或缺件。
(7)检查托辊在横梁上的安装情况。
(8)仔细检查输送带的缠绕方向是否与设计方向一致。
(9)检查输送带全长不要与机架接触,清除机架上因运输或安装过程中碰撞而产生的毛刺或伤痕,以免刮伤输送带。
(10)彻底清除安装时放置在输送带上的工具、材料等机外物品。
(11))检查给料装置是否灵活可靠、卸料口是否畅通无阻。
(12)注意滚柱逆止器的星轮安装方向是否与逆止方向相符。
2.未装输送带前的试运行
当驱动装置和电气设备都安装好后,不安装输送带,先进行驱动装置的空载运行试验,检查联轴器和减速器运行是否平稳、轴承声音和温度是否正常。若装有制动器时,要注意制动器的动作是否灵活可靠。同时,也要保证制动保护装置处于良好的工作状态。
特别要注意的是,当采用双电动机分别驱动主、副传动滚筒时,必须使两个传动滚筒的旋转方向相反,并与输送带工作时的运行方向一致。
3.装上输送带以后的空运行及调整
当带式输送机的机械部分、电气设备以及输送带等全部安装调试好后,即可进行整机空载试运行。在试运行中应该做好下列工作:
(1)拉紧输送带,在输送机运行前,开动拉紧绞车,给输送带一定的初始张力,从而保证输送机在启动和运行过程中输送带不打滑。
(2)运行中要注意观察和检查。试运行时,在输送机全线各主要部位都要派专人观察输送带和输送机各组成部分的运行情况。如果发现输送带在传动滚筒上打滑,则必须马上停止
运行,增加输送带张力,否则会损伤输送带;如果输送带跑偏达到可能使输送带或其他部件受损伤的程度,也必须立即停止运行。在最初运行时要注意检查所有控制装置的运行情况。
(3)输送带跑偏的调整。由于安装的原因,输送机在运行过程中可能发生输送带跑偏的问题,因而需在试运行中进行调整,使输送带保持在正中位置运行。调整输送带跑偏方法应根据输送带运行方向和输送带跑偏方向来确定。调整改向滚简和托辊时的一般原则:在改向滚简处,输送带往哪边跑即调紧哪边;在托辊处,输送带往哪边跑,就在哪边将托辊朝输送带运动方向移动一定距离,但一次不能移太多,应观察输送带运动情况进行适当调整。输送带运行时最大跑偏不超过带宽的5%。
(4)根据验收规范,空载试运行应不少于4小时。
4.有载试运行
当确认整个输送机空载运行情况良好后,就可以进行加载运行,开始时轻载,如一切正常即可加满载。在加载运行中应该注意以下几个问题:
(1)检查减速器、联轴器、电动机等的声音及温升情况。
(2)试运行后,输送机各部轴承温度及温升严禁超过规定值:滑动轴承温度 70℃,温升 35℃:滚动轴承温度 80℃,温升40℃。
(3)在双电动机驱动的情况下,为了保证两个电动机的实际功率分配较合理,必须通过调整来确定液力耦合器的相应充油量。
(4)重新调整输送带张力,保证输送带在滚简上不打滑。
(5)保证各输送带清扫器正常。
(6)检查调整托辊的灵活性。
(7)检查各电气控制及保护系统,应灵敏可靠。
(8)测定带速、空载功率、满载功率。
(9)有载试运行应不少于 8小时。
以上就是坤威机械为大家整理《带式输送机的安装调试及试运行》的全部内容了,(以上内容仅供参考,具体情况需要具体分析,并不适用于所有现场。如有问题概不负责。)如果想了解更多关于输送机的知识,请拨打我们的电话进行联系吧
本文标题:带式输送机的安装调试及试运行
本文作者:河南坤威机械制造有限公司
- 上一篇:托辊的种类及作用
- 下一篇:大倾角皮带输送机选裙边还是选皮带?
 豫公网安备 41070302000341号
豫公网安备 41070302000341号



